A technical, practitioner-grade guide to evaluating ERP solutions for manufacturing, covering module selection, cloud architecture, integration patterns, AI capabilities, and the real criteria that separate successful implementations from expensive failures.
Manufacturing companies have always operated in complexity. But the gap between manufacturers that run on modern ERP for manufacturing and those still piecing together disconnected MRP tools, spreadsheets, and legacy accounting software is widening fast. In 2026, the question is not whether your business needs an ERP system for manufacturing. The question is which one, architected how, and implemented with what scope.
This guide is written for operations directors, IT leads, and finance executives at manufacturing companies evaluating their ERP options seriously not for a vendor brochure. It covers what the best ERP software for manufacturing actually does at a technical level, how cloud-based ERP for manufacturing differs from on-premise, what modules you genuinely need versus what you will pay for and never use, and the criteria that determine whether an ERP implementation delivers ROI or becomes a cautionary tale.
| NOTE | Who this is for: Manufacturing companies with 50–2,000 employees evaluating ERP systems for the first time, considering a platform switch, or planning a migration from QuickBooks, SAP, Navision, or Excel-based operations. Estimated reading time: 8 minutes. |
A manufacturing ERP system is not simply a financial platform with inventory bolted on. It is an integrated data environment where production planning, shop floor execution, supply chain, procurement, finance, and sales share a single real-time data model. Every transaction in a production order posted, material consumed; a work center logged flows immediately into inventory, cost of goods, and the general ledger without manual transfer, re-entry, or batch synchronization.
This architecture distinction matters enormously in practice. A company running QuickBooks alongside a standalone MRP tool is not running ERP, it is running two systems that someone has to reconcile manually, usually in Excel, usually at month-end, usually under duress. The operational cost of that gap in labor hours, data errors, delayed decisions, and missed margin visibility is the primary reason manufacturing companies implement ERP in the first place.
The best ERP solutions for manufacturing must address three classes of manufacturing-specific requirements that generic ERP platforms typically cannot handle adequately:
One of the most common and costly mistakes in ERP selection for manufacturing is scope mismatch either purchasing modules the business is not operationally ready to use, or under-specifying and discovering gaps post go-live. The table below maps modules to manufacturing type realistically.
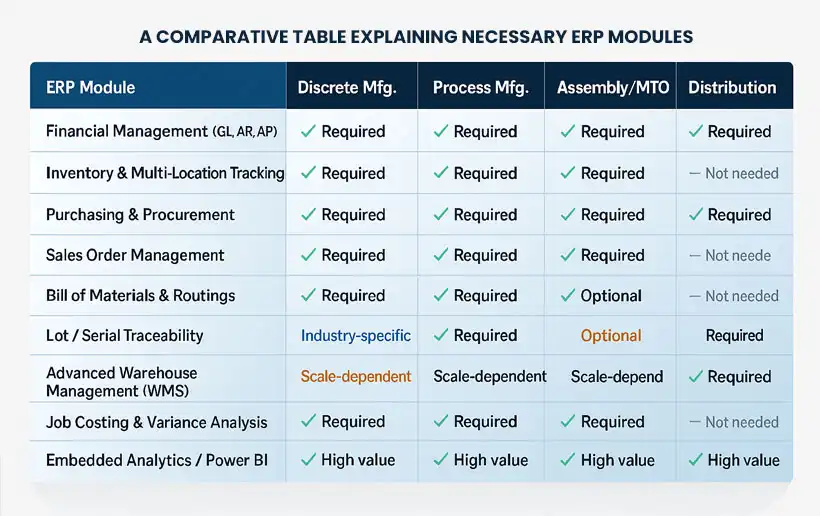
Critical design principle: over-scoping ERP for manufacturing industry projects is as dangerous as under-scoping. Modules that are not operationally ready, where master data does not exist, processes have not been designed, or teams have not been trained, create configuration debt that is difficult and expensive to unwind post go-live.
Cloud-based ERP systems for manufacturing make up around 70% of all ERP deployments, out of which 47% consists of manufacturing buyers.
The on premises vs. cloud debate for manufacturing ERP is largely settled in 2025, but the technical reasoning matters for infrastructure and IT planning decisions. Cloud-based ERP for manufacturing delivers three structural advantages that on-premises systems cannot replicate without significant additional investment.
On-premises ERP platforms, SAP ECC, older Dynamics NAV versions require periodic, project-based upgrades. Cloud-based ERP for manufacturing, exemplified by Microsoft Dynamics 365 Business Central, delivers monthly feature updates managed entirely by the vendor. Your IT team patches nothing. Customizations are built in upgrade-safe extension frameworks that survive each update automatically.
Microsoft Azure, which hosts Business Central, provides a 99.9% contractual uptime SLA with geographic redundancy, automatic failover, and disaster recovery. SOC 2, ISO 27001, GDPR, and HIPAA compliance are maintained at the infrastructure level by Microsoft, not by your IT team.
Modern manufacturing operations are not confined to a single facility with a VPN. Cloud-based ERP for manufacturing provides browser-based access from any device, including mobile warehouse apps for barcode scanning, shop floor data capture tablets, and executive dashboards on phones without VPN infrastructure, Citrix sessions, or remote desktop complexity.
| “The hidden cost of on-premises ERP in manufacturing is not the server — it is the two or three people whose primary job is keeping it running. Cloud-based ERP for manufacturing hands that burden back to the vendor and frees your IT team to actually serve the business.”
— Piyush Goel, Founder & CEO, Beyond Key | |
In 2026, the global manufacturing ERP market share will be around 53.71% of total market share. No manufacturing ERP operates in isolation. The integration architecture of your chosen platform determines whether connecting it to your CRM, e-commerce storefront, logistics carriers, IoT devices, and payroll system is a configuration task or an ongoing software development project.
The best ERP software for manufacturing in 2026 provides three integration tiers:
A critical integration consideration specific to ERP for manufacturing industry deployments is shop floor data capture. Production teams should be able to log material consumption, labor hours, and scrap directly into production orders via barcode scanning, not via manual data entry that reaches the ERP hours or days later. The best ERP solutions for manufacturing support mobile shop floor capture natively, without a separate MES integration.
From ERP to Customer Experience: A Real Manufacturing Use Case
Download the Case StudyMicrosoft Copilot, embedded natively in Business Central, represents a genuine functional advance for ERP in the manufacturing industry, not a marketing overlay. Three specific Copilot capabilities have a material operational impact in manufacturing deployments.
From 40% forecasting error to AI-driven accuracy: Generative AI for Inventory Management
Read the full case study| NOTE | Copilot in Business Central is not a separate subscription or add-on — it is included in standard Business Central licensing and activated per module and role during implementation. Beyond Key configures Copilot features per department at go-live. |
Almost half of ERP projects fail the first time, and manufacturers make up 47% of new ERP evaluations. Most ERP selection frameworks focus on feature checklists, does it have BOMs, does it have lot traceability, does it have multi-currency. These are table stakes. The criteria that differentiate successful manufacturing ERP implementations from expensive failures are process and architecture questions, not feature questions.
Business Central’s case as the best ERP for manufacturing rests on five compounding advantages over competing platforms at the 50–2,000 employee market segment: native Microsoft ecosystem integration that eliminates middleware costs; manufacturing and warehouse modules included in the Premium license without per-module add-on fees; Copilot AI embedded across all modules at no additional cost; an upgrade-safe AL extension framework that makes customization sustainable long-term; and Microsoft’s monthly update cadence that means the platform improves 12 times per year without any upgrade project on your side.
The best ERP for manufacturing industry companies is not the one with the longest feature list, it is the one that matches your operational complexity, integrates cleanly with your existing technology ecosystem, is implemented by a partner with genuine manufacturing domain expertise, and continues to improve without requiring you to fund a new upgrade project every three years.
Cloud-based ERP for manufacturing has eliminated most of the infrastructure and updated arguments that kept companies on ageing on-premises platforms. What remains is selecting the right ERP solution for manufacturing, scoping it correctly, cleaning your data before migration, and ensuring your implementation partner understands production planning as well as understanding finance.
Beyond Key is a certified Microsoft Solutions Partner specializing in Business Central for manufacturing companies across discrete, process, and mixed-mode production environments. We begin every engagement with a free manufacturing ERP assessment, mapping your current systems, identifying operational bottlenecks, and outlining a tailored implementation roadmap before any licensing commitment is made.
Ready to Evaluate ERP for Your Manufacturing Business?
Get a no-cost manufacturing ERP assessment — we'll review your current systems, map your operational bottlenecks, and outline a tailored Business Central roadmap.
Get Your Free ERP Assessment Now